詳細(xì)說(shuō)明
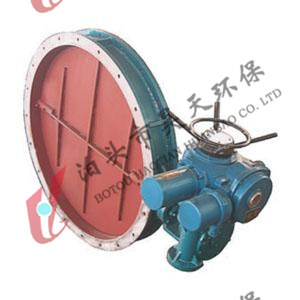
電動(dòng)通風(fēng)蝶閥的頭部平臺(tái)分為在現(xiàn)場(chǎng)焊接雕欄和吊架的全體平臺(tái)�、分體平臺(tái)。因?yàn)榉煮w式平臺(tái)的面積比較大�,為了運(yùn)輸?shù)姆奖愫桶踩谟?jì)劃的時(shí)候是計(jì)劃成分體形式的�。所有平臺(tái)零部件運(yùn)輸?shù)缴a(chǎn)裝配現(xiàn)場(chǎng)再停止焊接裝配�。
電動(dòng)通風(fēng)蝶閥頭部平臺(tái)的裝配還包括支持部門(mén)的焊接,分體平臺(tái)的支持部門(mén)也是在現(xiàn)場(chǎng)停止焊接的�。
電動(dòng)通風(fēng)蝶閥焊接的步驟依次為:焊接平臺(tái)、焊接支持�、焊接護(hù)欄和吊架。電動(dòng)通風(fēng)蝶閥頭部平臺(tái)的焊接按照計(jì)劃圖紙停止就能夠了�,沒(méi)有其他特殊的要求。
電動(dòng)通風(fēng)蝶閥的機(jī)體罩殼裝配順序是�,先在做好的程度根基上裝配電動(dòng)通風(fēng)蝶閥的尾部,尾部的殼體要垂直于根基面�,橫豎兩個(gè)偏向和程度面的垂直度偏差都不能大于1毫米。確實(shí)尾部垂直于裝配根基面以后,把地腳螺栓擰緊�。有一部門(mén)電動(dòng)通風(fēng)蝶閥的牢固裝配是預(yù)埋鐵,經(jīng)由過(guò)程電焊焊接好就能夠了�。
尾部裝配實(shí)現(xiàn),確認(rèn)沒(méi)有錯(cuò)誤偏差以后�,停止第一節(jié)罩殼的裝配。在裝配第一節(jié)罩殼以前先擱置石棉墊�,再吊裝第一節(jié)罩殼停止找正。找正主要以電動(dòng)通風(fēng)蝶閥罩殼的外壁為基準(zhǔn)�,高低罩殼殼體的偏向偏移量都不能跨越2毫米。電動(dòng)通風(fēng)蝶閥罩殼確認(rèn)無(wú)誤�,擰緊螺母停止緊固。