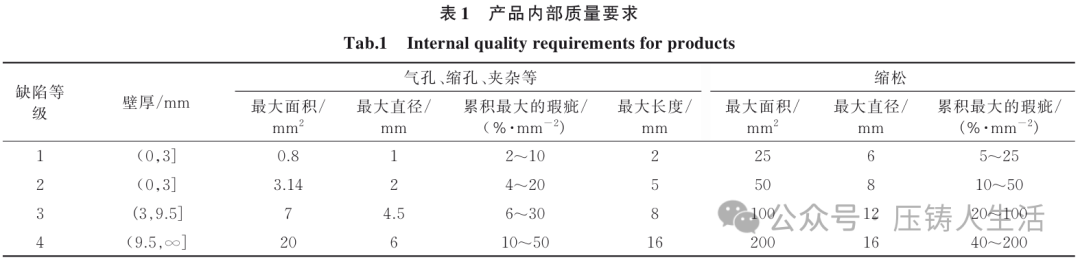
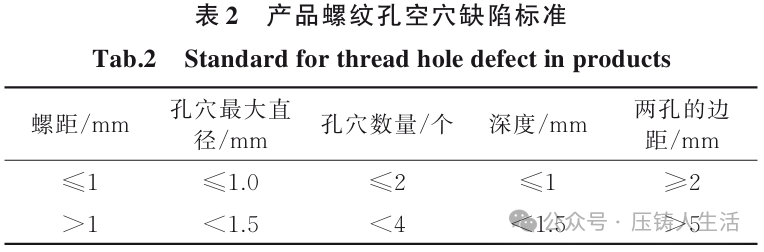
摘 要 一體化壓鑄車身件是當(dāng)前汽車制造發(fā)展中一個重大變革和技術(shù)跨越,該技術(shù)工藝突破傳統(tǒng)的汽車制造工藝,能夠有效降低汽車制造成本、提升汽車?yán)m(xù)航能力以及提高汽車安全性能等。針對一體化前艙壓鑄項目產(chǎn)品尺寸大且結(jié)構(gòu)復(fù)雜,有較高的力學(xué)性能和多種連接方式要求,行業(yè)內(nèi)缺少一體化壓鑄技術(shù)和開發(fā)應(yīng)用經(jīng)驗,壓鑄工藝和模具方案需要解決產(chǎn)品填充凝固和控制變形等難題。研究了一體化前艙項目開發(fā)及應(yīng)用案例,根據(jù)客戶圖紙、標(biāo)準(zhǔn)和技術(shù)要求,識別壓鑄工藝難點和風(fēng)險點,通過仿真對比分析和工藝參數(shù)設(shè)計,輸出壓鑄模具方案和設(shè)備匹配方案。經(jīng)過實際生產(chǎn)驗證,成功規(guī)避了仿真分析識別的風(fēng)險問題,產(chǎn)品本體的平均伸長率達(dá)8.9%,內(nèi)部質(zhì)量和整體輪廓尺寸結(jié)果均能滿足客戶要求。 關(guān)鍵詞 一體化前艙;仿真分析;工藝參數(shù)設(shè)計;模具方案;壓鑄 一體化壓鑄是合并了原傳統(tǒng)汽車制造的沖壓和焊接流程,使用大合模力壓鑄設(shè)備將多個鋁合金零部件高度集成,一次壓鑄成形單個或少數(shù)幾個大型鋁合金壓鑄件[1]。該技術(shù)具有多個優(yōu)勢:①降低生產(chǎn)成本,從而降低整車的價格;②采用單一的鋁合金材料可以有效的汽車輕量化[2],提高汽車的續(xù)航能力[3];③一體化壓鑄車身可以大量減少焊點數(shù)量,提升整車的扭轉(zhuǎn)剛度,提高汽車的安全性。隨著在汽車、航空航天和電子類等領(lǐng)域的發(fā)展,市場對一體化壓鑄的需求不斷增大,同時在技術(shù)上的不斷創(chuàng)新和環(huán)保要求不斷提高等因素,一體化壓鑄將在更多的領(lǐng)域應(yīng)用,擁有較好的發(fā)展前景[4]。有優(yōu)勢的同時必然存在制造的難度,產(chǎn)品尺寸超越了過往所有傳統(tǒng)汽車零部件的尺寸,一體化壓鑄對壓鑄技術(shù)、設(shè)備精度和質(zhì)量管控有著更高的要求。 1 產(chǎn)品的結(jié)構(gòu)及開發(fā)技術(shù)要點 開發(fā)的汽車一體化前艙零件應(yīng)用于某型汽車車架前艙總成,見圖1。該零件(圖2)輪廓尺寸為1 600 mm×940 mm×700 mm,壓鑄件質(zhì)量為53 kg,平均壁厚為4.6 mm,鑄件材質(zhì)采用AlSi7系免熱處理合金;產(chǎn)品本體取樣性能要求:抗拉強(qiáng)度≥215 MPa,屈服強(qiáng)度≥115 MPa,伸長率≥9%,折彎角≥20°;產(chǎn)品內(nèi)部質(zhì)量要求見表1,連接面加工后在25 mm×25 mm區(qū)域內(nèi)氣泡直徑≤1 mm,且該區(qū)域內(nèi)所有氣泡的直徑之和<6 mm,高度≤0.5 mm。螺紋孔缺陷標(biāo)準(zhǔn)見表2,其他區(qū)域符合ASTM冷隔等級Ⅱ級;產(chǎn)品全尺寸要求合格率≥97%,產(chǎn)品非加工安裝面面輪廓度要求精度最高為1.6 mm,最低為3.0 mm,對壓鑄變形控制要求較高。 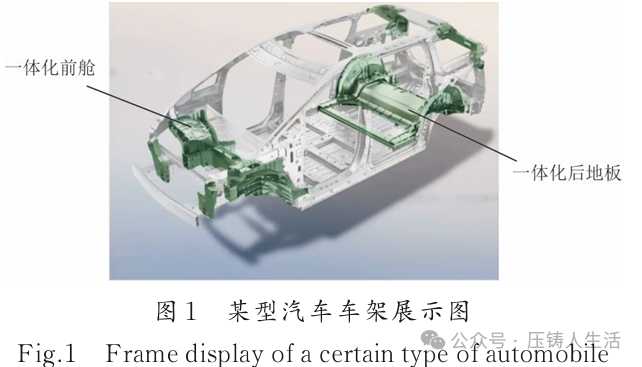

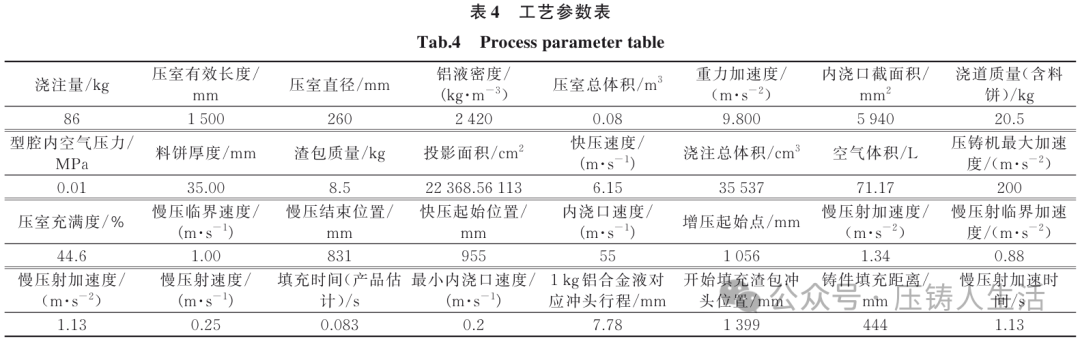
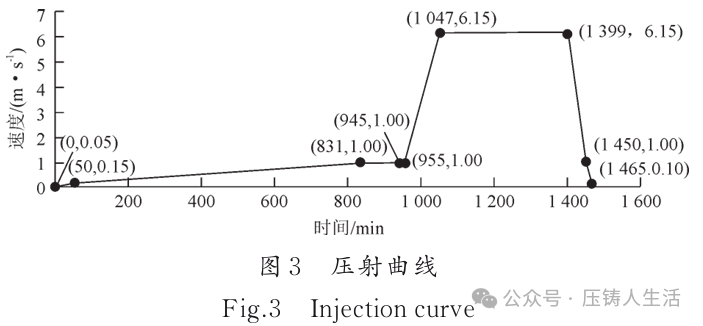
2 壓鑄工藝和模具設(shè)計 壓鑄難點和風(fēng)險點:一體化壓鑄前艙作為車體前部的結(jié)構(gòu)件需要兼顧碰撞、疲勞、連接性能的要求,要求其在鑄態(tài)下能達(dá)到較高的強(qiáng)度和韌性[5];同時需要滿足多種連接方式的要求,不同部位有不同的連接方式,如焊接、SPR、膠接等;一體化壓鑄零件整體尺寸大、填充流程長、凝固差異大,需要壓鑄時能保證較好的充型以及熱平衡能力[6];一體化前艙壓鑄零件采用免熱處理合金,可以避免熱處理變形,但需要對材料成分進(jìn)行過程管控,包括來料檢查、爐內(nèi)檢查和產(chǎn)品本體檢查等。 2.1 工藝參數(shù)設(shè)計 一體化前艙零件材料選用AlSi7系免熱處理材料[7],包含澆道和排氣道質(zhì)量約為65.5 kg,投影面積為15 978 cm2,平均壁厚為4.6 mm;通過產(chǎn)品的模具充滿度45%、壓室投影面積、鋁液密度、產(chǎn)品質(zhì)量和壁厚等計算出壓射工藝參數(shù)(見表3和表4)和壓射速度曲線[8](見圖3)。 
2.2 仿真對比分析 (1)初步澆注系統(tǒng)方案 根據(jù)產(chǎn)品結(jié)構(gòu)設(shè)計初步的澆注系統(tǒng)方案,見圖4。 
(2)填充速度分析 根據(jù)以往經(jīng)驗,內(nèi)澆口速度在40~70 m/s區(qū)間比較合理。模流的填充速度分析結(jié)果見圖5??梢钥闯?,內(nèi)澆口取點分析填充速度范圍為45~ 85 m/s,平均速度約為67.4 m/s,澆注系統(tǒng)設(shè)計合理[9-11]。 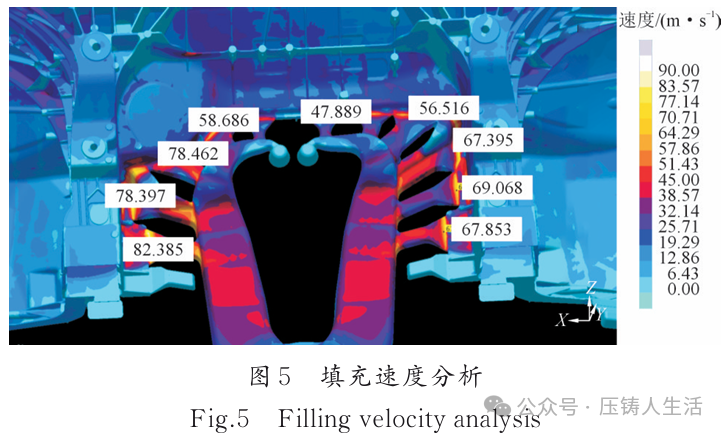
(3)填充溫度分析 整體填充溫度需要高于液相線溫度620 ℃,根據(jù)模流的填充溫度分析(見圖6),型腔填充100%后,鑄件兩側(cè)及中間局部位置溫度相對比較低,該區(qū)域有冷隔風(fēng)險存在。 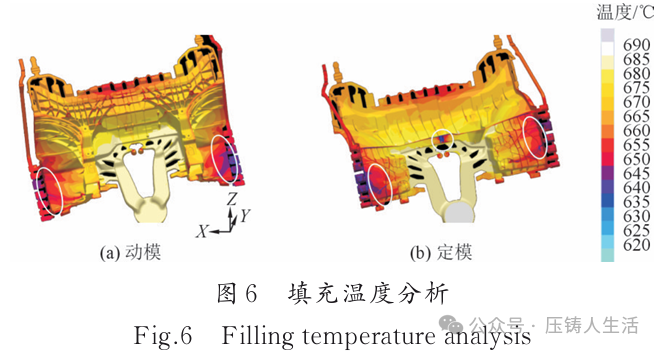
(4)材料追蹤分析 模流的材料追蹤分析見圖7。結(jié)果顯示,鑄件整體填充符合預(yù)期效果,減震塔和鉚接區(qū)域沒有多股鋁料匯聚交叉,澆注系統(tǒng)設(shè)定合理。 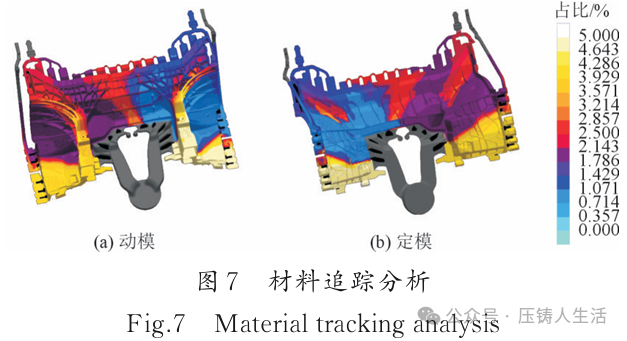
(5)凝固分析 通過觀察模流分析結(jié)果趨勢判斷,最后凝固位置為縮孔風(fēng)險相對較高位置,模流的凝固分析(見圖8)??梢钥闯?,鑄件最晚凝固區(qū)域均在產(chǎn)品厚壁區(qū)域。 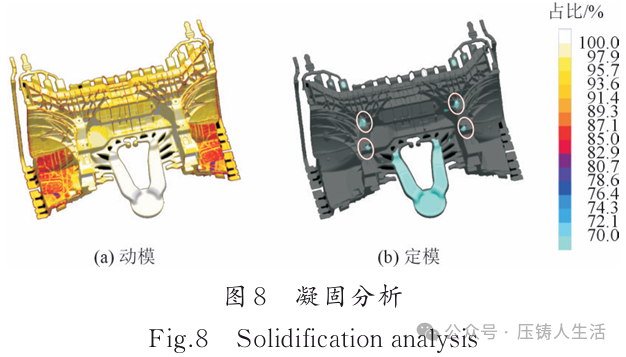
(6)氣壓分析 通過觀察模流分析結(jié)果氣體的流動情況,對存在裹氣位置優(yōu)化排氣系統(tǒng)方案,加強(qiáng)排氣可改善裹氣,見圖9。結(jié)果顯示,當(dāng)填充到91%時,圓圈位置出現(xiàn)裹氣,需要加強(qiáng)排氣設(shè)計[12]。 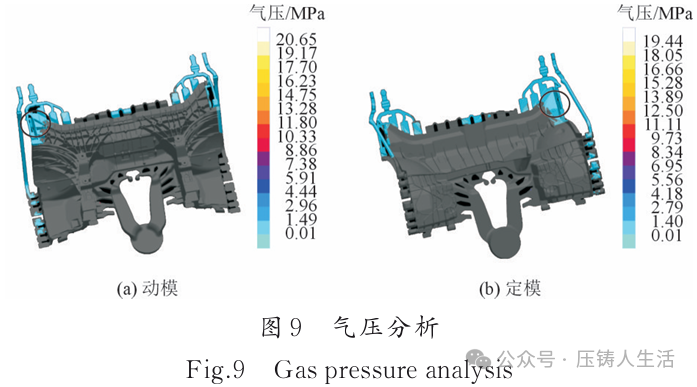
(7)熱節(jié)分析 模流的熱節(jié)分析見圖10??梢钥闯?,鑄件壁厚較厚區(qū)域是主要熱節(jié)區(qū)域,分布在柱臺附近位置熱節(jié)較高。 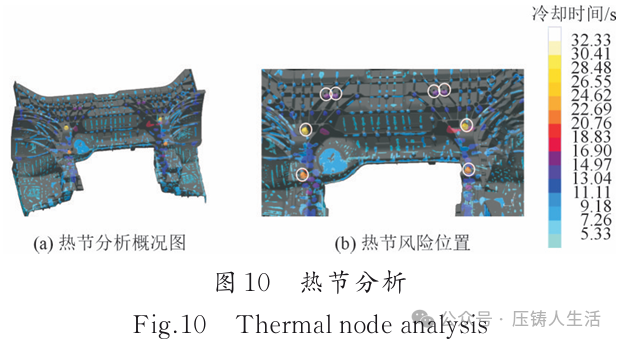
(8)縮孔分析 模流的縮孔分析見圖11。可以看出,使用Magma軟件進(jìn)行計算過濾15%后,顯示紅圈區(qū)域縮孔風(fēng)險比較大(基于原圖為彩色表述,下同) 
(9)粘模風(fēng)險分析 模流的粘模分析見圖12??梢钥闯?,根據(jù)從材料年齡Fraction_Liquid分析,著色位置為產(chǎn)品最晚冷卻區(qū)域,紅圈處鋁液凝固時粘附在模具上時間最長,粘模燒傷風(fēng)險較高。 
2.3 模具方案設(shè)計 根據(jù)仿真分析結(jié)果輸出優(yōu)化對策:①冷隔風(fēng)險區(qū)域增加澆道對沖該位置,提高該區(qū)域的填充溫度;②對縮孔風(fēng)險位置模具留出預(yù)鑄針孔并增加高壓冷卻,降低縮孔風(fēng)險;③針對局部裹氣位置,優(yōu)化排氣系統(tǒng),加強(qiáng)排氣效果;④熱節(jié)風(fēng)險位置模具留出預(yù)鑄針孔并增加高壓冷卻;⑤粘模高風(fēng)險位置對模具型芯針進(jìn)行氮化處理[13]和模具表面披覆處理。修改后的模具設(shè)計方案見圖13。 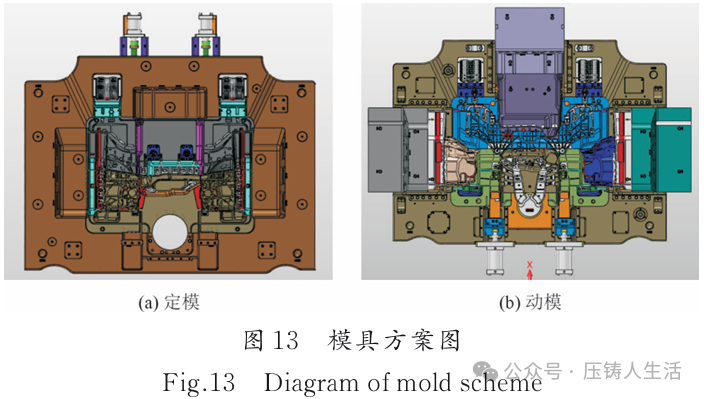
2.4 壓鑄設(shè)備匹配分析 根據(jù)仿真分析結(jié)果和模具方案,壓鑄機(jī)最大鎖模力為70 000 kN,壓射力為1 078 kN,系統(tǒng)壓力為17.5 MPa,匹配設(shè)備P-Q曲線(見圖14),確定設(shè)備選型方案。 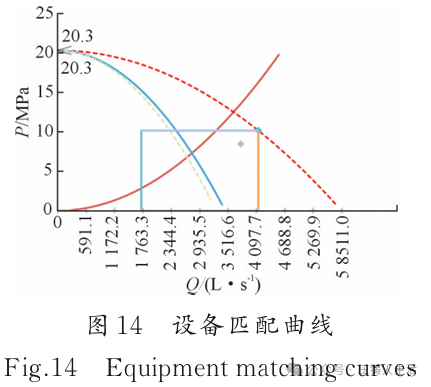
3 壓鑄試驗結(jié)果 3.1 壓鑄內(nèi)部質(zhì)量結(jié)果 通過壓鑄試驗,產(chǎn)品內(nèi)部整體質(zhì)量符合要求,X光探傷結(jié)果見圖15。 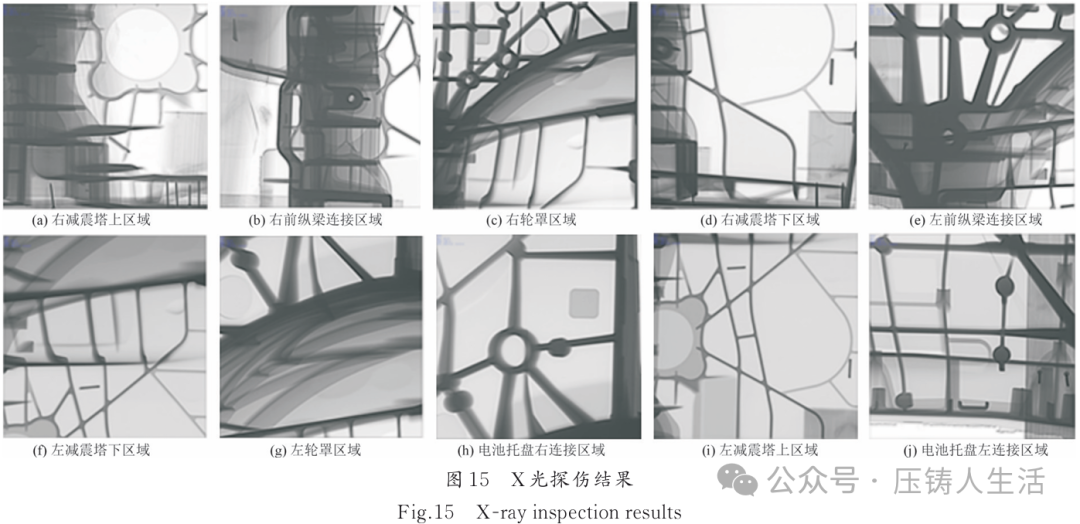
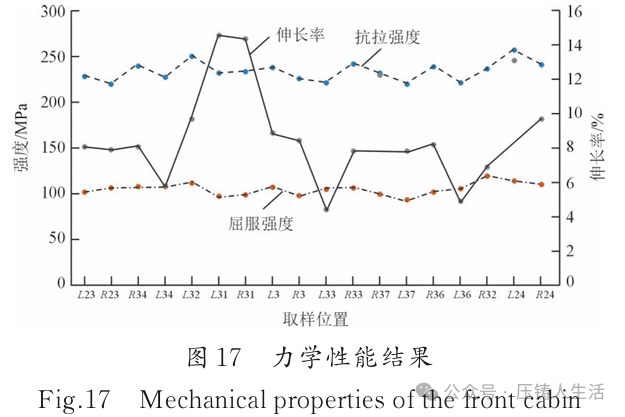
3.2 力學(xué)性能檢測結(jié)果 通過驗證本體取樣試片(取樣位置見圖16)測量力學(xué)性能(見圖17),結(jié)果可以滿足要求。 
3.3 藍(lán)光掃描結(jié)果 藍(lán)光掃描結(jié)果(見圖18)顯示,產(chǎn)品整體變形量控制在1.5 mm以內(nèi),滿足要求。 
4 其他產(chǎn)品試制過程缺陷的原因分析及對策 4.1 減震器加強(qiáng)筋冷隔和根部R角裂紋成因分析與對策 從產(chǎn)品的結(jié)構(gòu)看,產(chǎn)品壁厚和筋條壁厚不均勻且差異較大,壁厚局部過厚變化劇烈,根部R角過小,使局部填充率低,導(dǎo)致溫度降低后再填充造成冷隔[14](見圖19和圖20)。修改筋條結(jié)構(gòu),定模模芯減厚優(yōu)化壁厚,加大根部R角(見圖21)。采取上述措施后,金屬液填充情況明顯改善,基本解決了冷隔和R角裂紋問題。 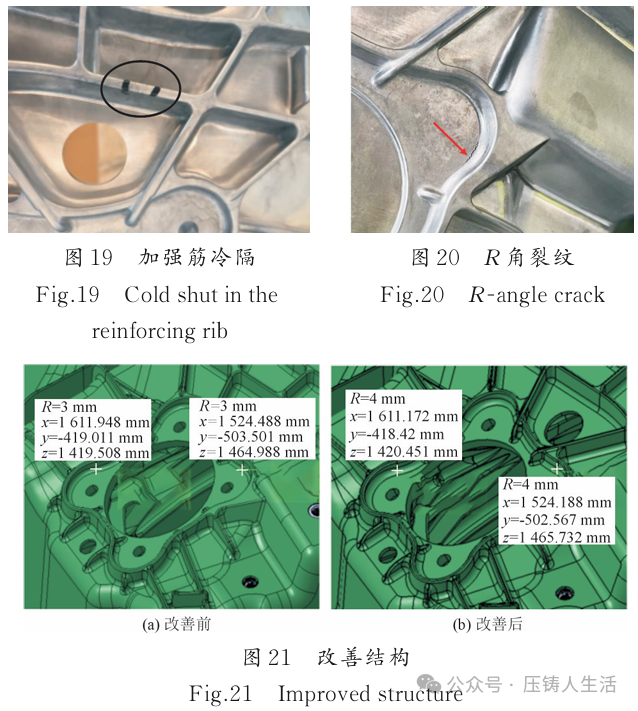
4.2 進(jìn)澆口位置拉傷成因分析與對策 圖22為進(jìn)澆口位置拉傷。該位置起模斜度小,進(jìn)料量較大,模具局部溫度高,澆口位置填充速度較快。該位置需要螺柱焊接,產(chǎn)品的表面粗糙度不能過大,所以不能通過模具表面粗糙處理改善,需要模具開鑲件加大該面的起模斜度,調(diào)整噴涂,將模具溫度從80 °C降到50 °C,同時降低高速速度。按照上述措施,有效改善了拉傷問題。 
4.3 輪罩連接面變形成因分析與對策 模具滑塊打開時渣包排氣道斷裂,鑄件拉變形(見圖23)。通過加大渣包起模斜度(見圖24),改善渣包排氣道的脫模效果;沖澆口模具增加矯形功能,改善了排氣道的脫模效果,解決了拉變形問題,同時導(dǎo)入了沖模壓矯功能,提升了產(chǎn)品矯形的效率并保證了產(chǎn)品兩側(cè)輪罩變形量和開襠距離。 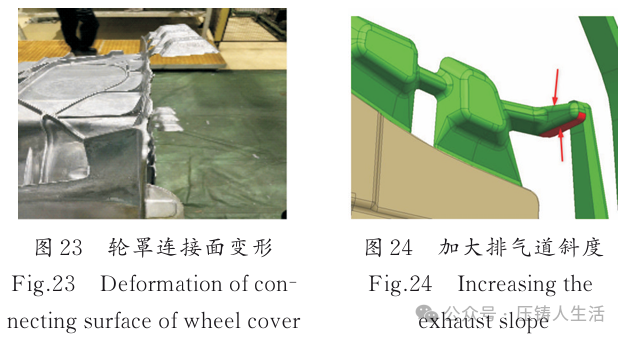
5 結(jié) 論 (1)使用仿真分析軟件,對一體化前艙壓鑄模具的澆注系統(tǒng)方案進(jìn)行優(yōu)化,對冷隔、縮孔、裹氣、熱節(jié)和粘模高風(fēng)險位置制定針對性的解決方案,提前規(guī)避風(fēng)險減少后期對模具的改動,有效延長模具的壽命和縮短項目開發(fā)周期,降低成本。 (2)對關(guān)鍵部位的本體取樣性能結(jié)果分析,抗拉強(qiáng)度≥233.4 MPa,屈服強(qiáng)度≥104.6 MPa,伸長率≥ 8.92%,可以滿足零件設(shè)計性能要求,有效保證整車的安全性能。 參考文獻(xiàn) [1] 王艷,洪海玻,張宇,等.一體化壓鑄在白車身中的應(yīng)用淺析[J].汽車工藝師,2023(7):58-60. [2] 方志凌,宋燕利,康潔,等.一體化壓鑄鋁合金前機(jī)艙輕量化設(shè)計與優(yōu)化[J].汽車工程,2024,46(7):1 314-1 322,1 333. [3] 何廷余,于德水,李東洋,等.一體化壓鑄技術(shù)之全產(chǎn)業(yè)鏈[J].汽車工藝師,2024(5):6-13. [4] 許天宇,于江,魏健,等.車身真空高壓壓鑄技術(shù)研究[J].汽車工藝與材料,2024(6):64-72. [5] 高玉剛,王曉迪,張壯,等.一體化壓鑄技術(shù)之發(fā)展博弈[J].汽車工藝師,2024(Z1):65-70. [6] 常博文,黃景福,劉志中,等.免熱處理鑄造鋁合金國內(nèi)外發(fā)展現(xiàn)狀分析[A]//第十九屆中國鑄造協(xié)會年會論文集[C].天津,2023. [7] 段慧珍.鋁合金壓鑄工藝及虛擬工藝優(yōu)化研究與應(yīng)用[D].福建廈門:集美大學(xué),2013. [8] 龔遠(yuǎn)華.壓力鑄造填充過程中的“速度場”分析[A].2012(第22屆)重慶市鑄造年會論文集[C].重慶,2012. [9] 彭敏.壓鑄工藝中模溫監(jiān)控應(yīng)用探究[J].遼寧工業(yè)大學(xué)學(xué)報(自然科學(xué)版),2022,42(2):98-101. [10]熊明輝.鋁合金壓鑄件充型凝固過程及其壓鑄工藝CAE分析[J].熱加工工藝,2013,42(15):63-65,67. [11]王東升,李華,吳艷生,等.鋁合金壓鑄件排氣道減速結(jié)構(gòu)的分析[J].特種鑄造及有色合金,2019,39(5):518-519. [12]陳思源,趙國平.鑄造金屬型模具水冷快速設(shè)計方法[J].特種鑄造及有色合金,2022,42(4):424-427. [13]馮凱,曹貴水.簡析氮化工藝參數(shù)對模具氮化質(zhì)量的影響[A]// 2018年中國鋁加工產(chǎn)業(yè)年度大會論文集[C].廣東佛山,2018. [14]王宏霞,費(fèi)姝霞.壓鑄件常見缺陷及防止措施[J].內(nèi)燃機(jī)與配件,2020(5):100-101. 本文作者: 黃開城1 萬 里1,2 黃志垣2 鐘宇毅2 林 韻1 張玉龍1 陳詩明2 余 亮1 趙善慶1 夏鴻文1 (1. 廣東鴻圖科技股份有限公司,肇慶 526100;2. 廣東鴻圖汽車零部件有限公司,廣州 510700) 本文來源于《特種鑄造及有色合金》2025年第5期